کلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشانکلینیک فوق تخصصی دانش آموخته لوله کشی صنعتی ۸۳-۸۴ ( نفت و گاز ) - مایترکاری
سایتی نو و نخست برای ارائه راهنمای ساخت انواع شابلون پایپینگ به Fabricator ها و بالا بردن دانش ریاضی ایشاندرباره من
 This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
This topic is a little part of programming in access , We have reached to this goal just with efforts and more exercises also studying the Microsoft Office Documents and their various forums
ادامه...
Vent Hole In Reinforcing Pad
328.5.4E
برای خروج گازهای ساطع شده در هنگام جوشکاری یا آشکاری نشتی بین پد و ران پایپ
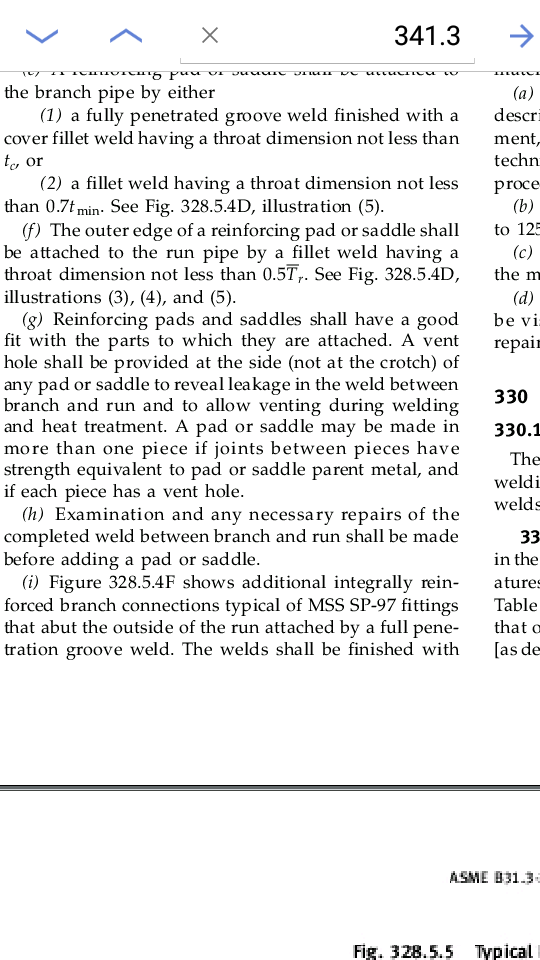
Vent Hole In Reinforcing Pad
در زیر طبق استاندارد Asme B31.3 سوراخ تهویه یا خروجی گاز متصاعد شده در حین جوشکاری می بایست اعمال گردد و تاکید کرده بایستی هر گونه تعمیرات جوش بین اتصال پد و هدر قبل از نصب Saddle یا Pad انجام گیرد.
پنالتی برای سرجوش های معیوب
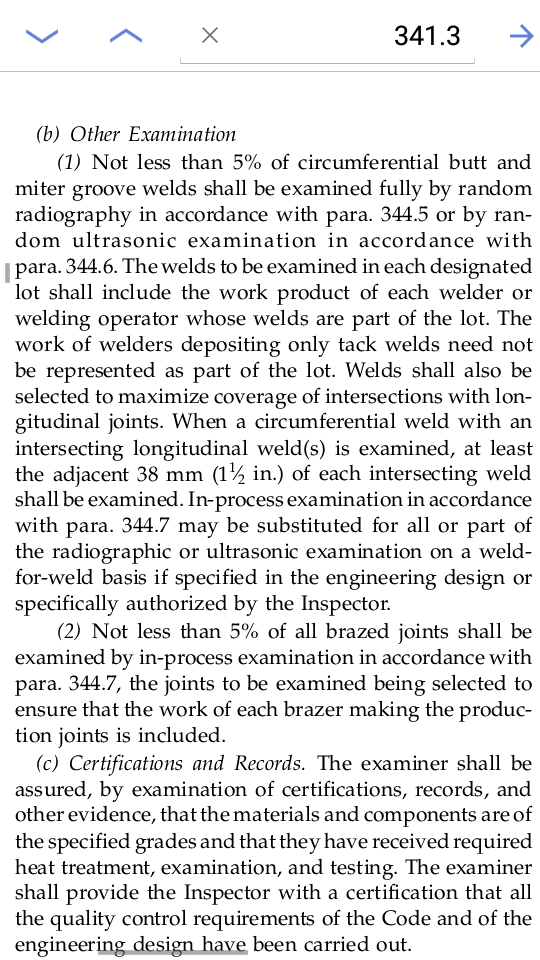
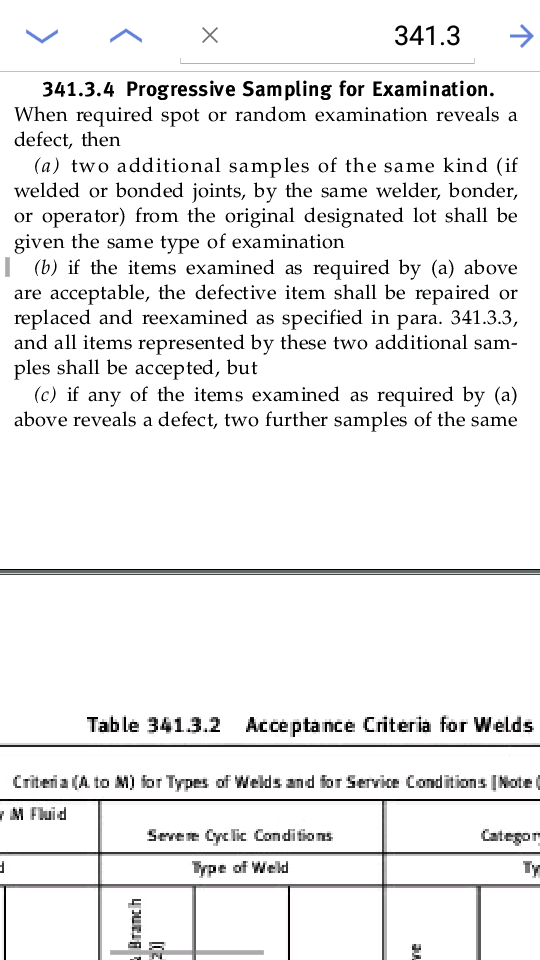
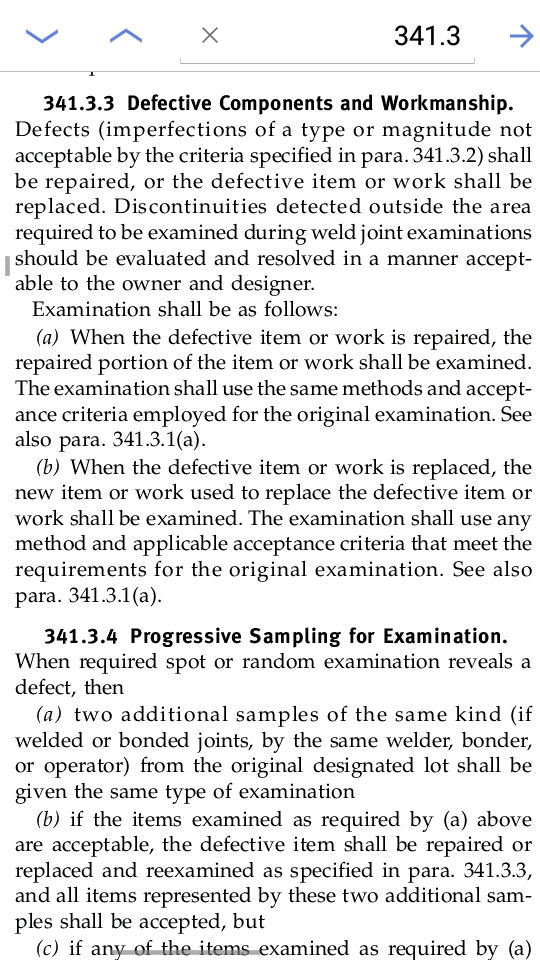
زمانیکه در سرجوش عیبی غیرقابل پذیرش مشهود شد به همان جوشکار و در همان تاریخ ( در صورت جوش ) یا تاریخ های نزدیکتر دو سر پنالتی زده میشود چنانچه در هر کدام از آنها هم عیوبی مشاهده گردید دو پنالتی دیگر تعلق خواهد گرفت و این امر تا یک مرحله دیگر هم ادامه پیدا میکند یعنی سه مرحله بعد از این تمام سرجوش های جوشکار خاطی صد درصد رادیوگرافی خواهد شد ... البته این باید طبق دسته ی خاصی باشد چون رادیوگرافی تمام سرها برای شرکت پیمانکار هزینه بر خواهدشد

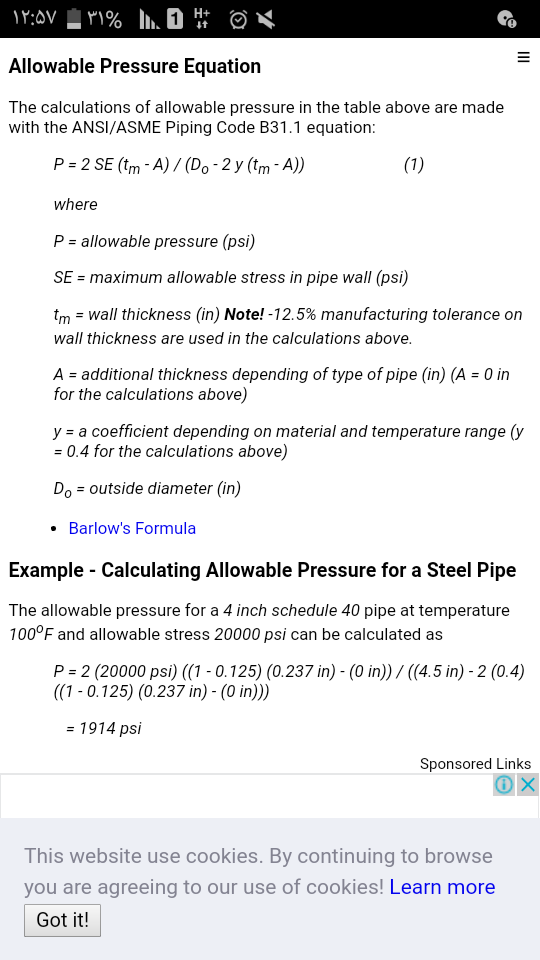
( Pressure ( PSI
Ratings calculated (see below the table) according ASME B31.3-2002 Table K-1 for plain end standard seamless carbon steel pipes and tubes spec. no. A-53 B, A-106 B, A333, A334 and API 5L. Temperatures
ranging 100 oF - 700 oF.
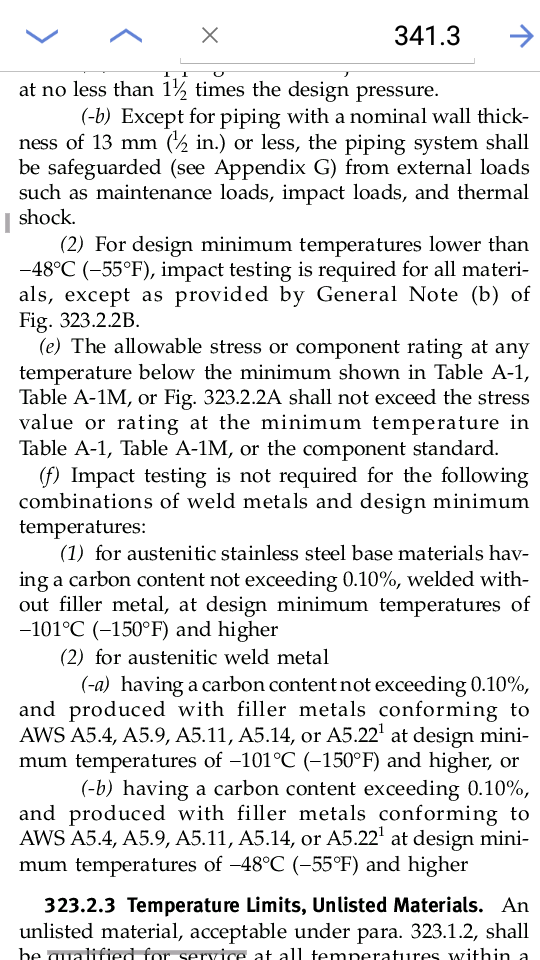
(Hydrotest Temperature As Per UG-99(h
I have case wherein my Equipment MDMT is 16 deg.C
I have water in winter condition in the range of 20 to 25 deg C.
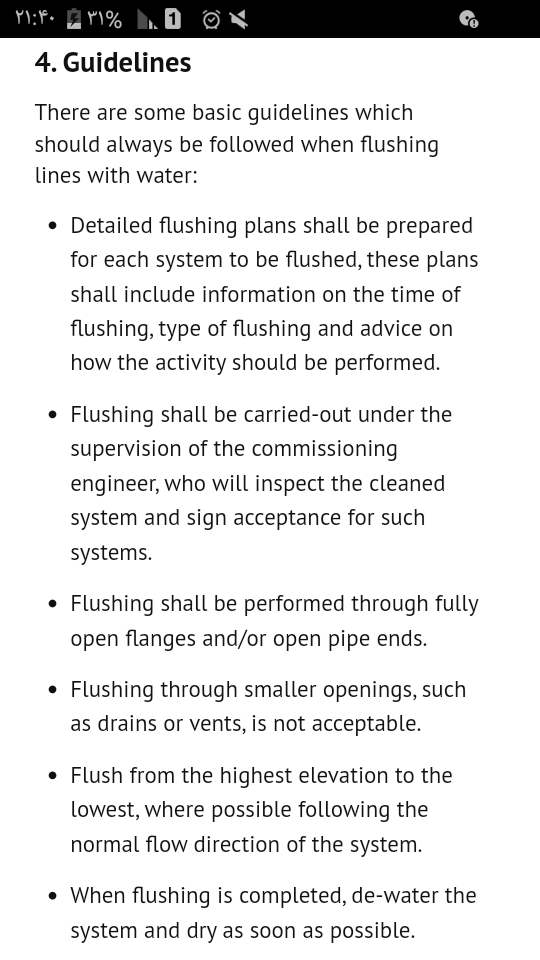
Flushing Of Piping System
The purpose of the activity, flushing, is to remove loose rust, mill scale and construction debris from piping systems
before commissioning.
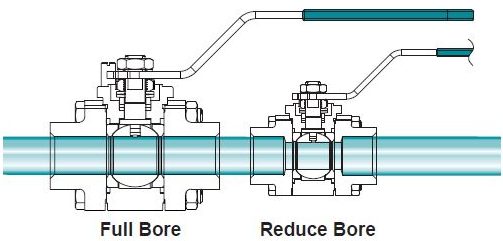
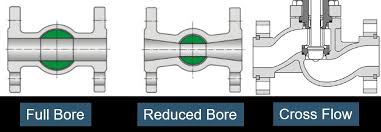
CSC در P&ID
CAR SEALS are a simple device used to lock or 'seal' a valve in the open or closed position to prevent unauthorized operation of the valve
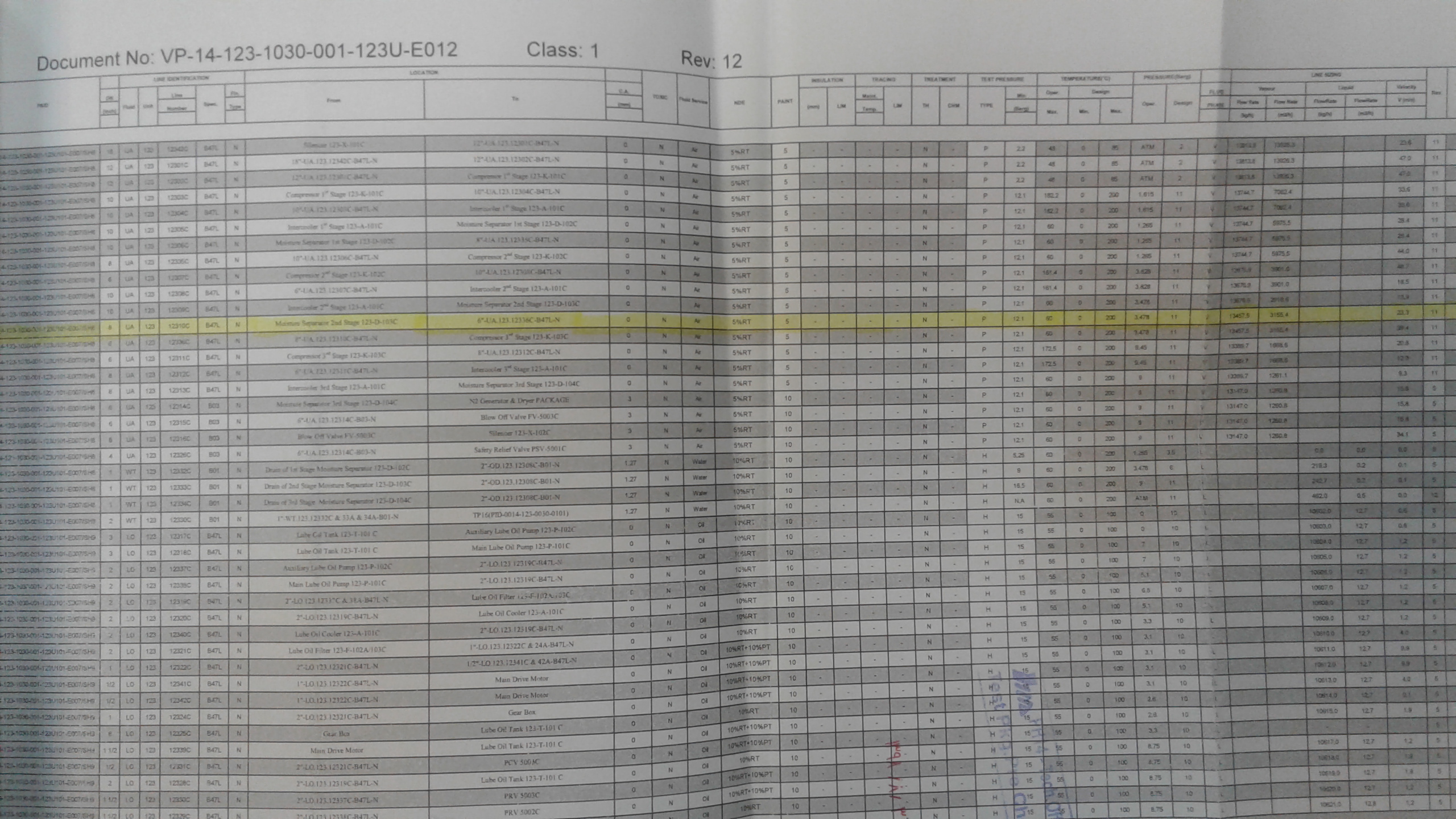
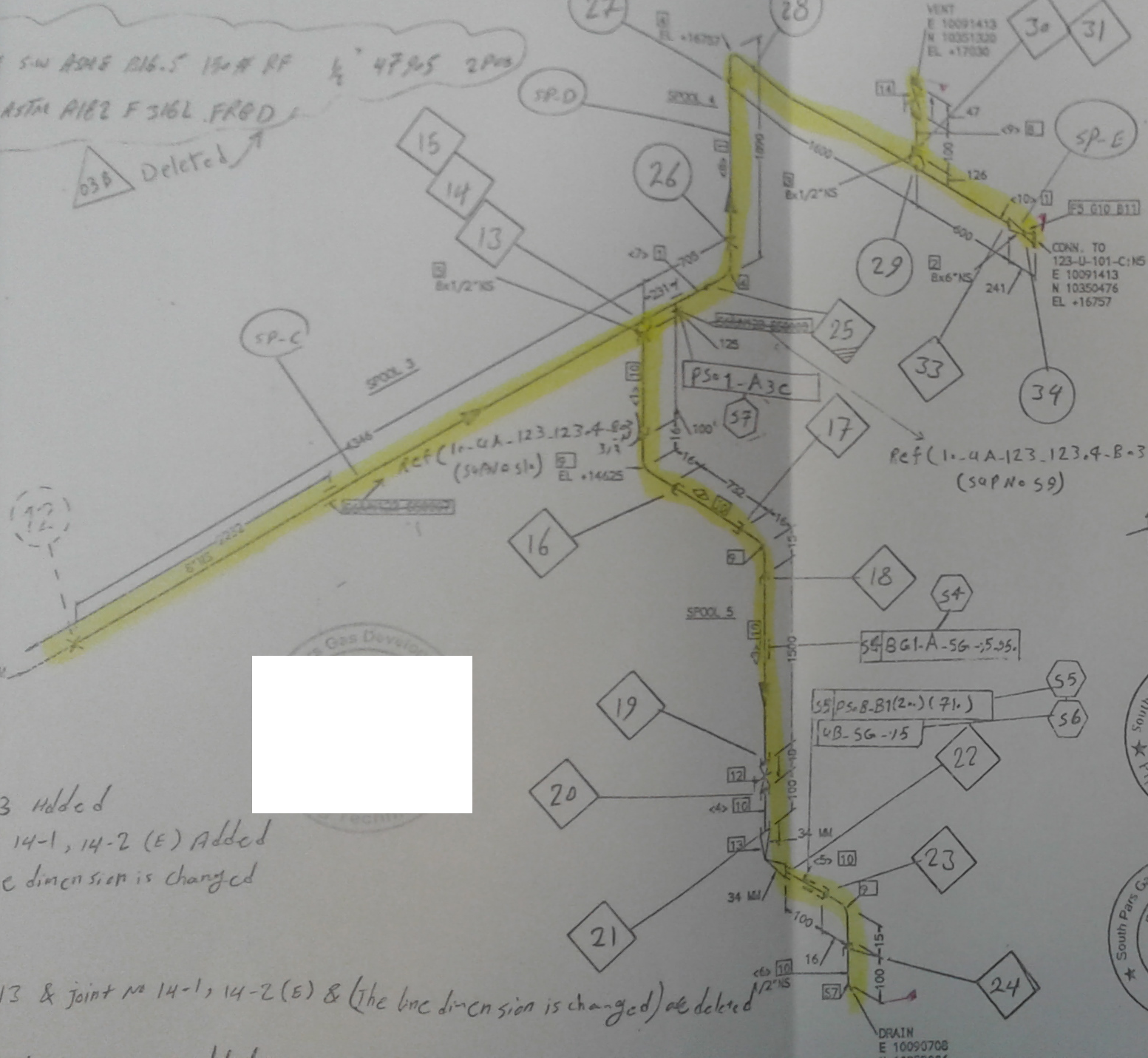
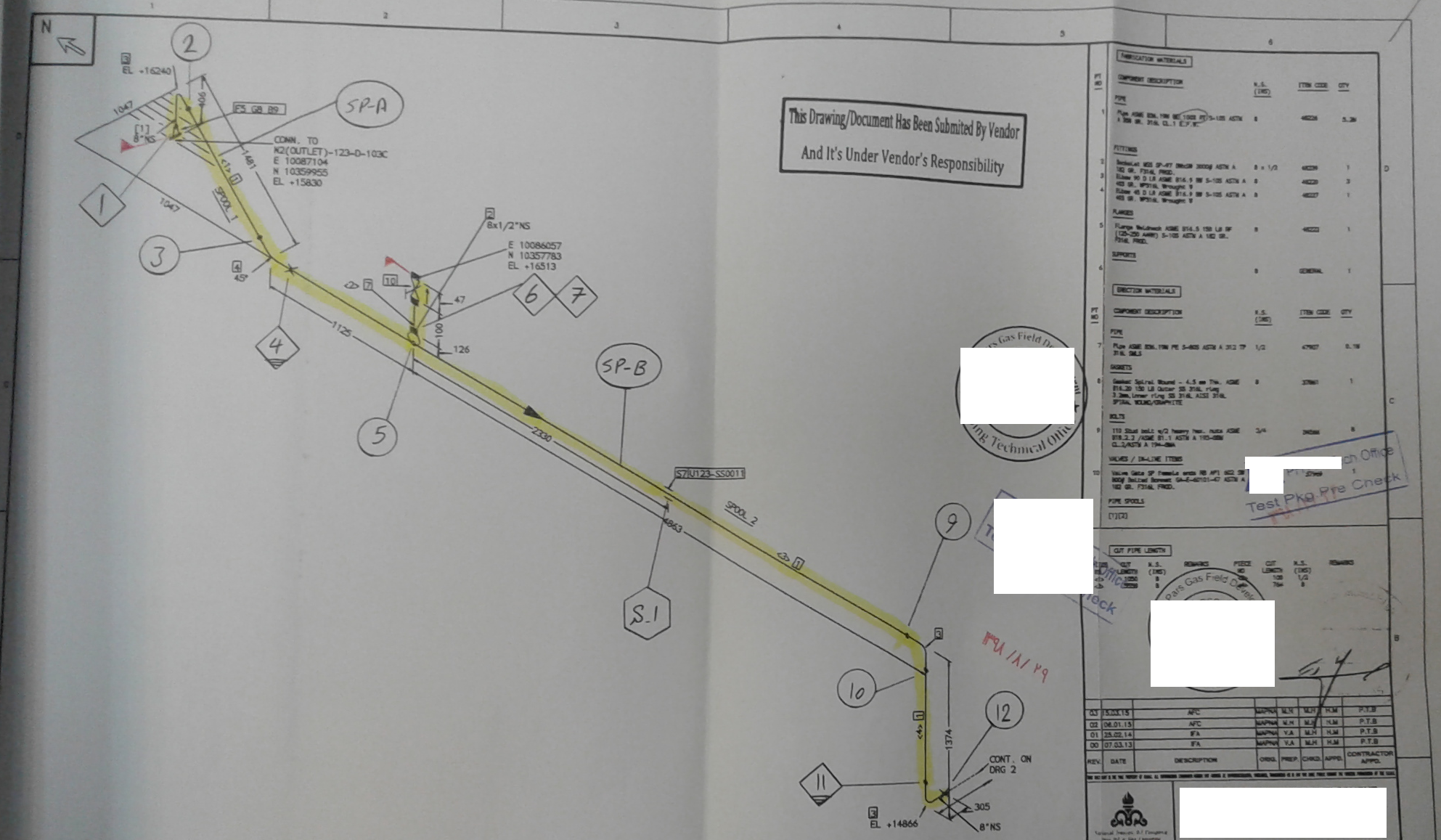
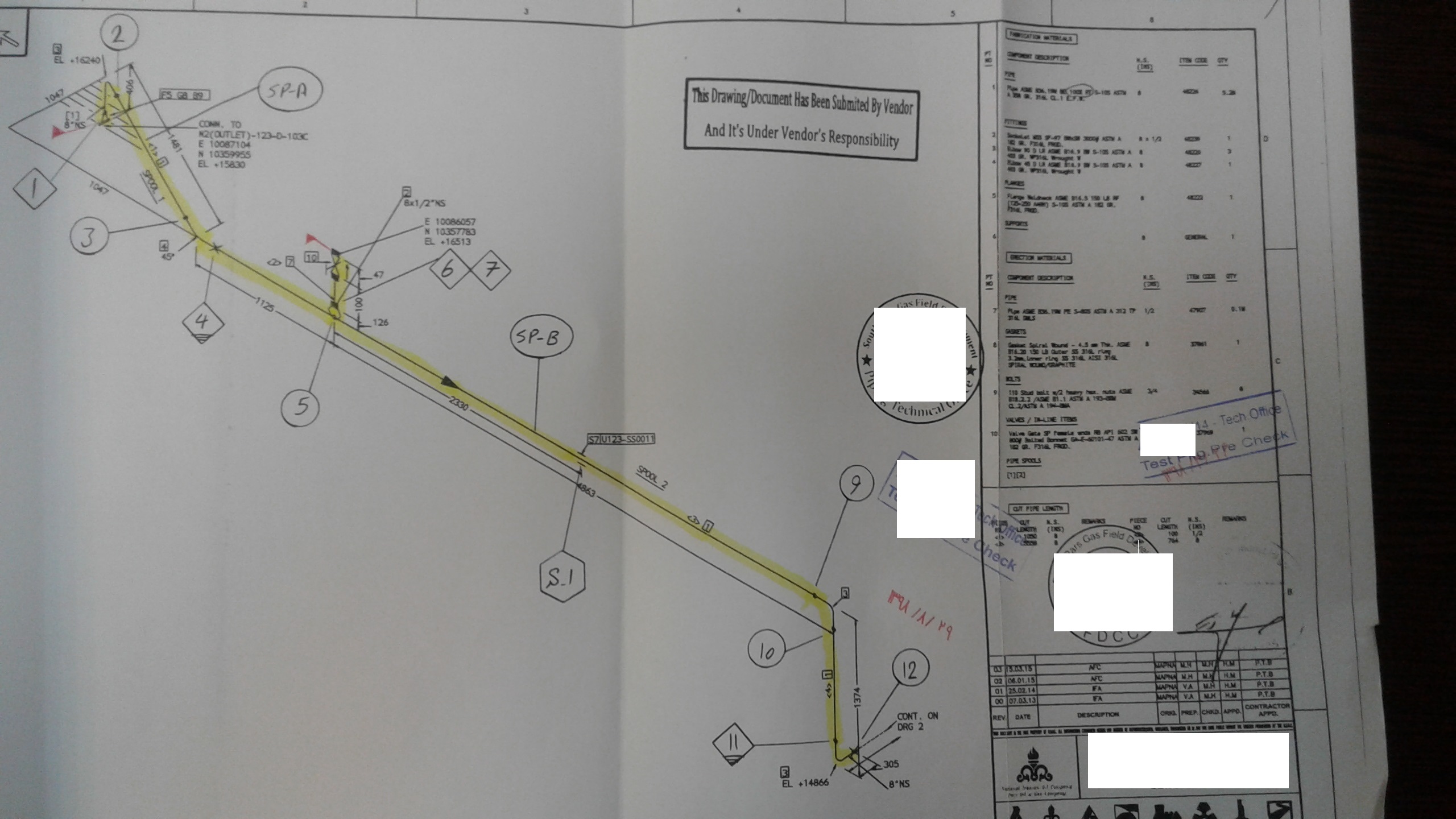
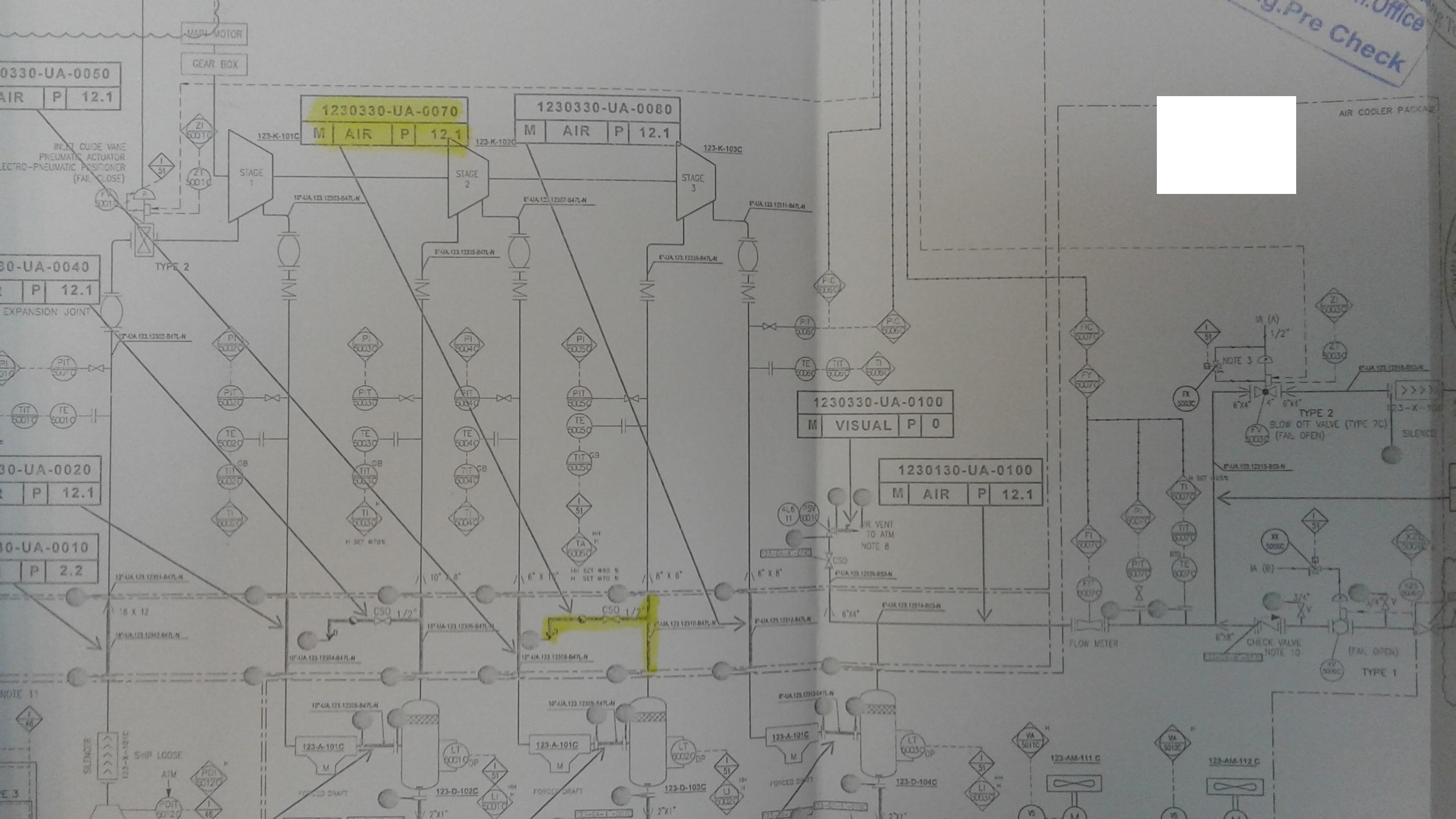
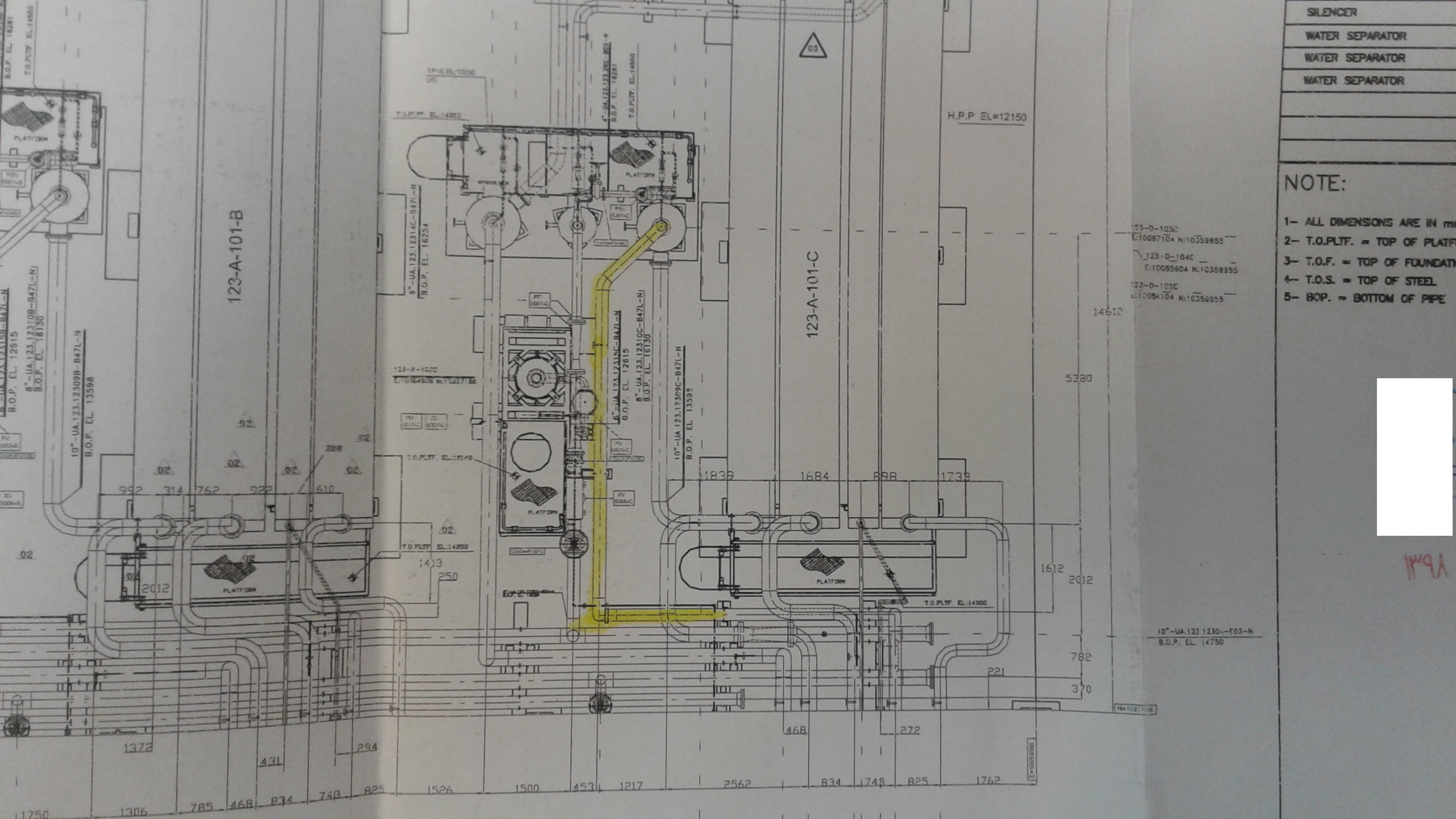
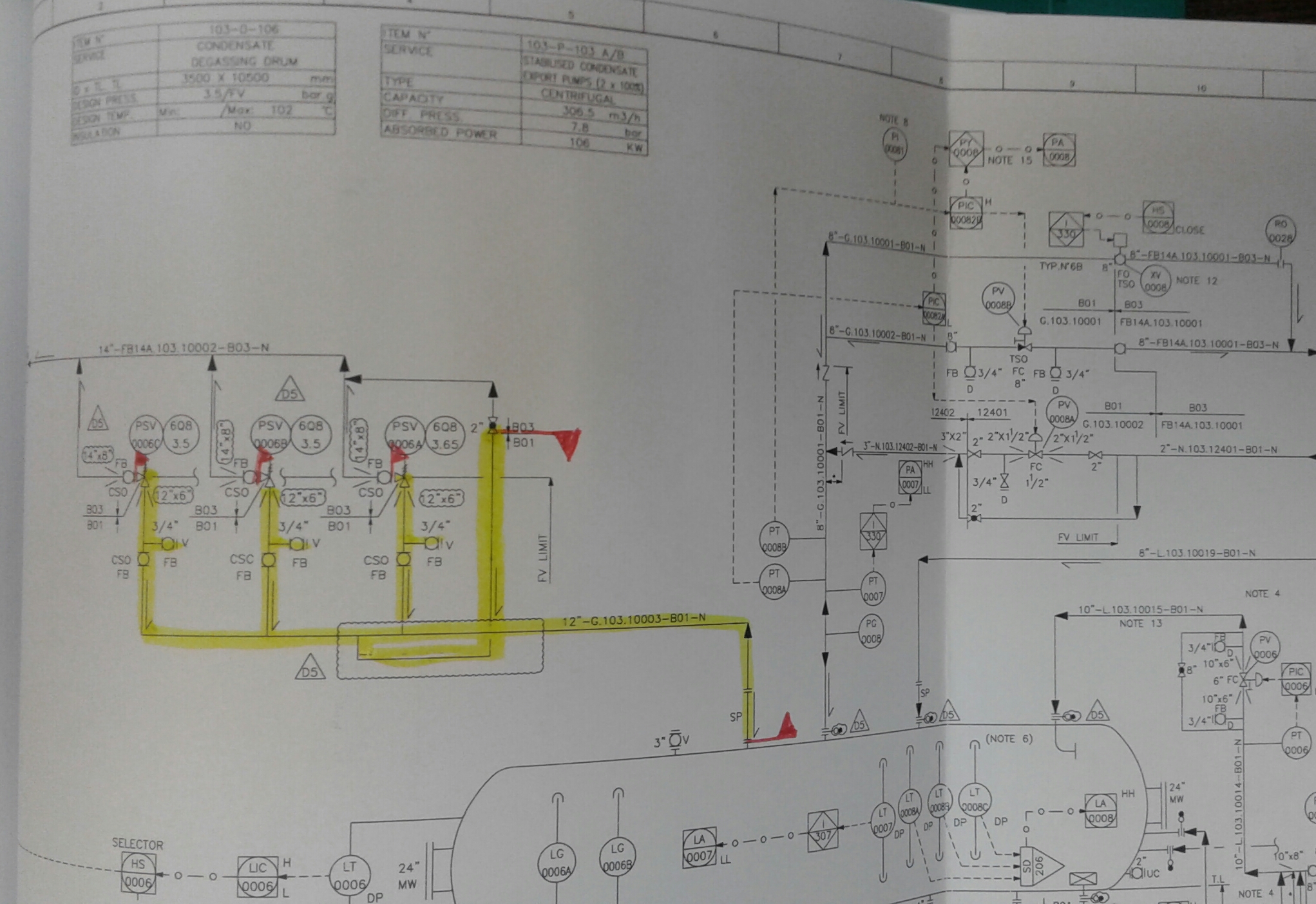
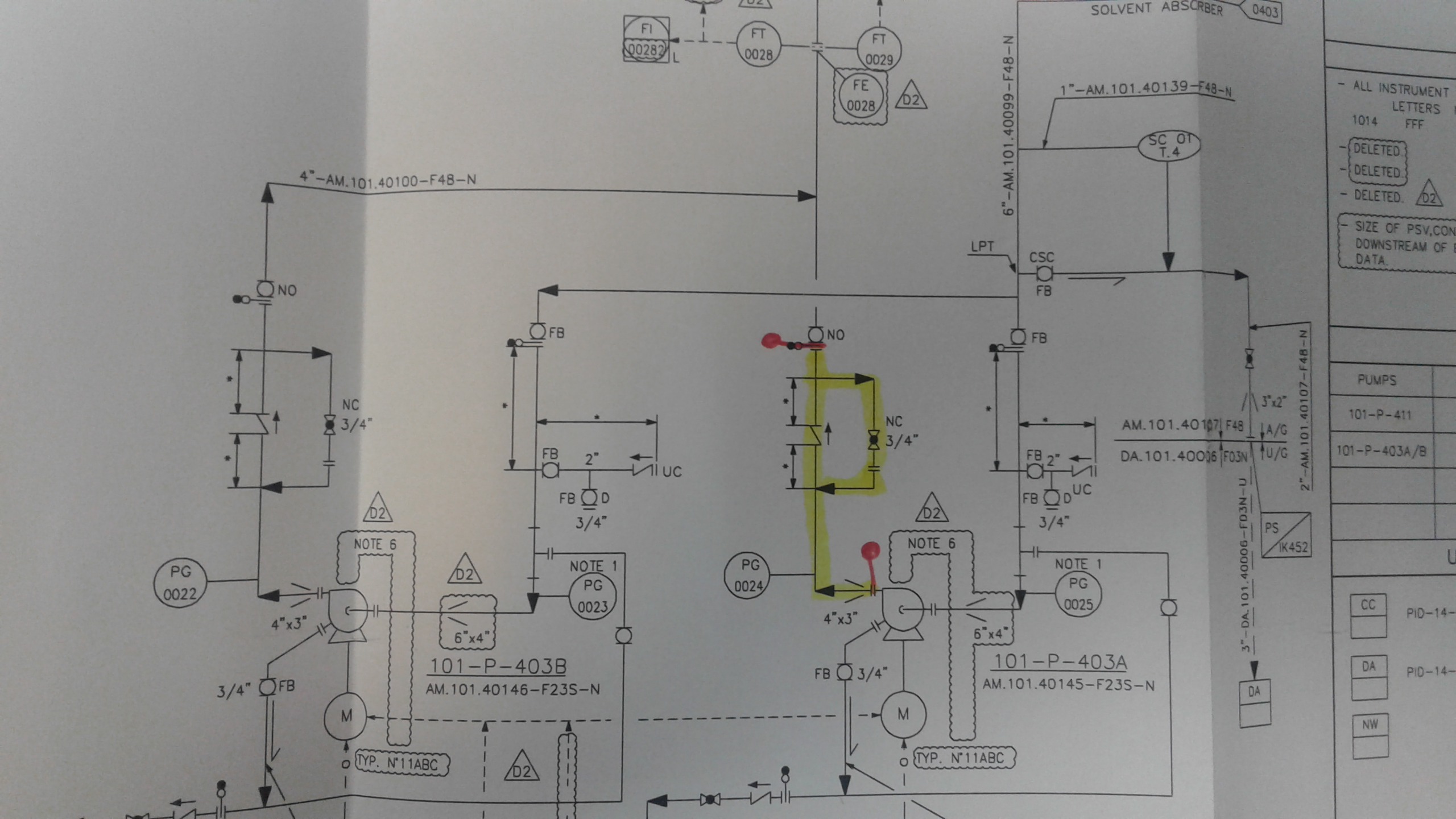
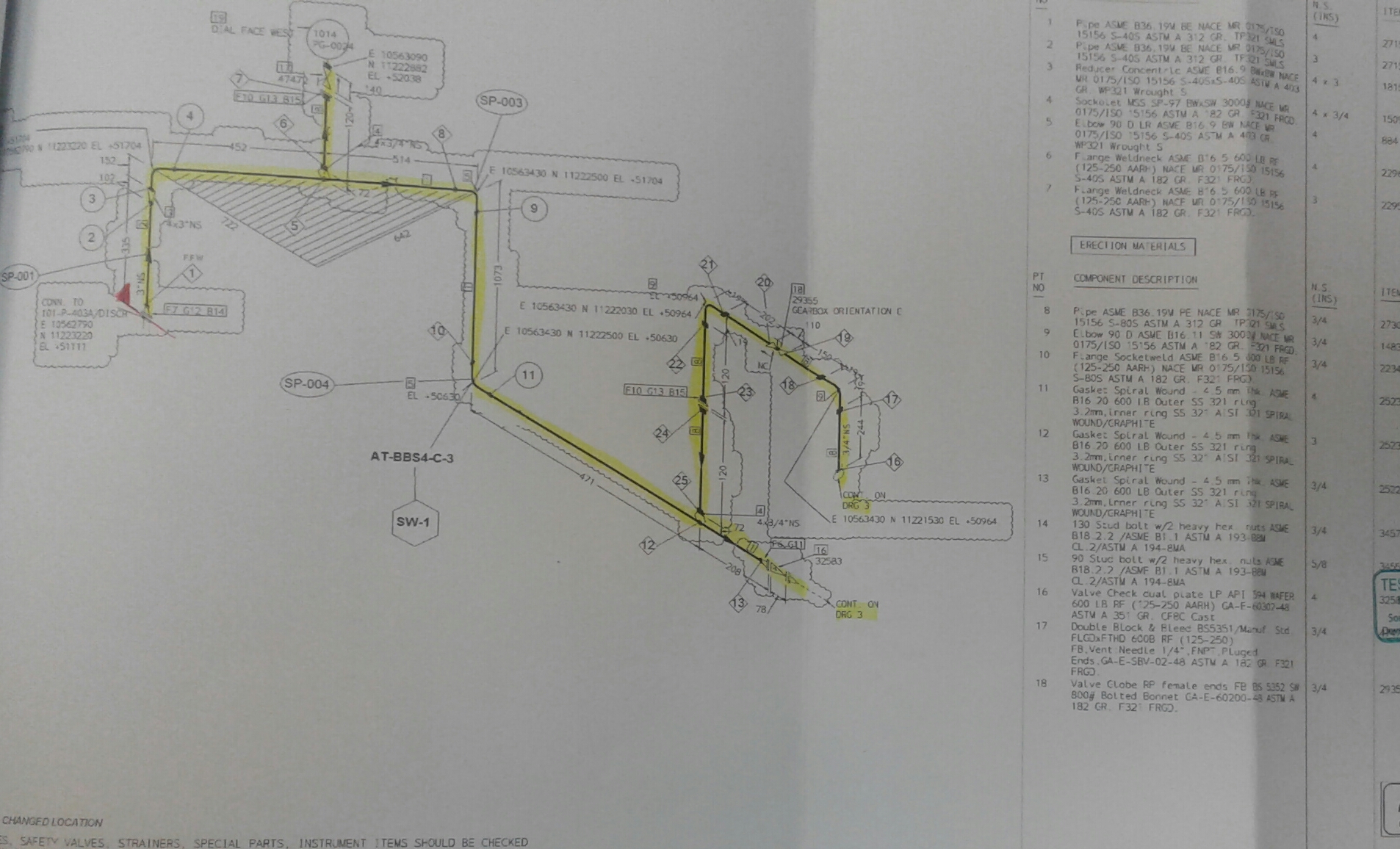
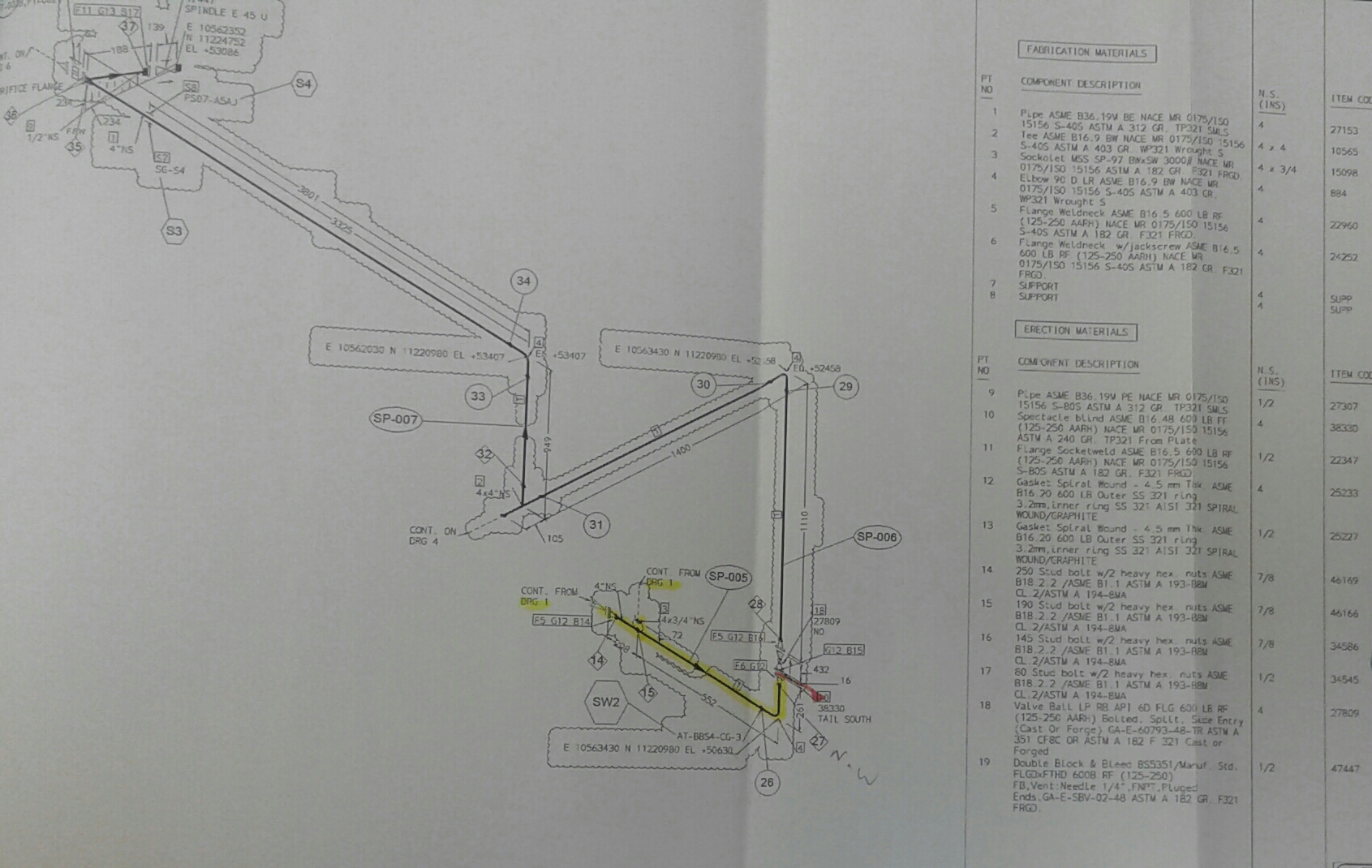
نمونه P&ID و آیزو

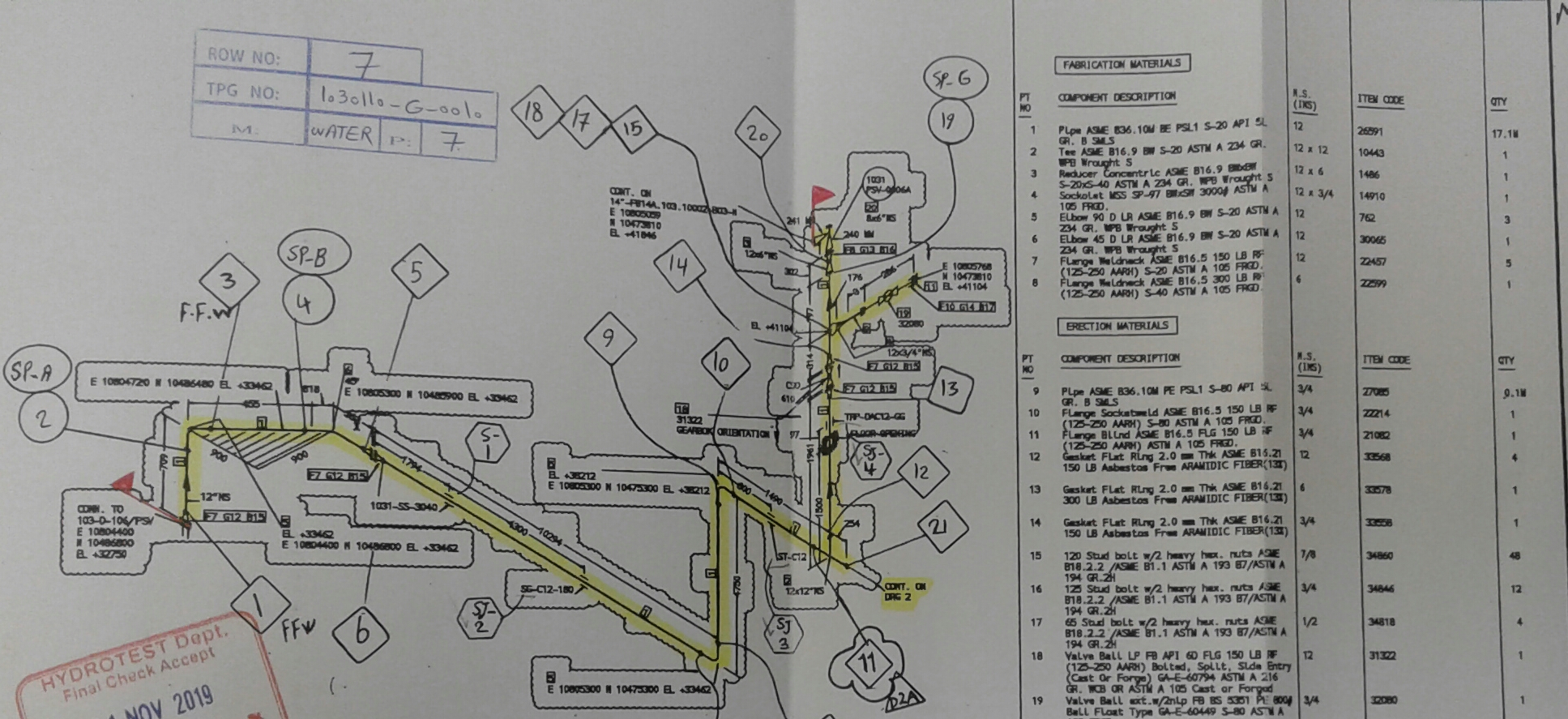
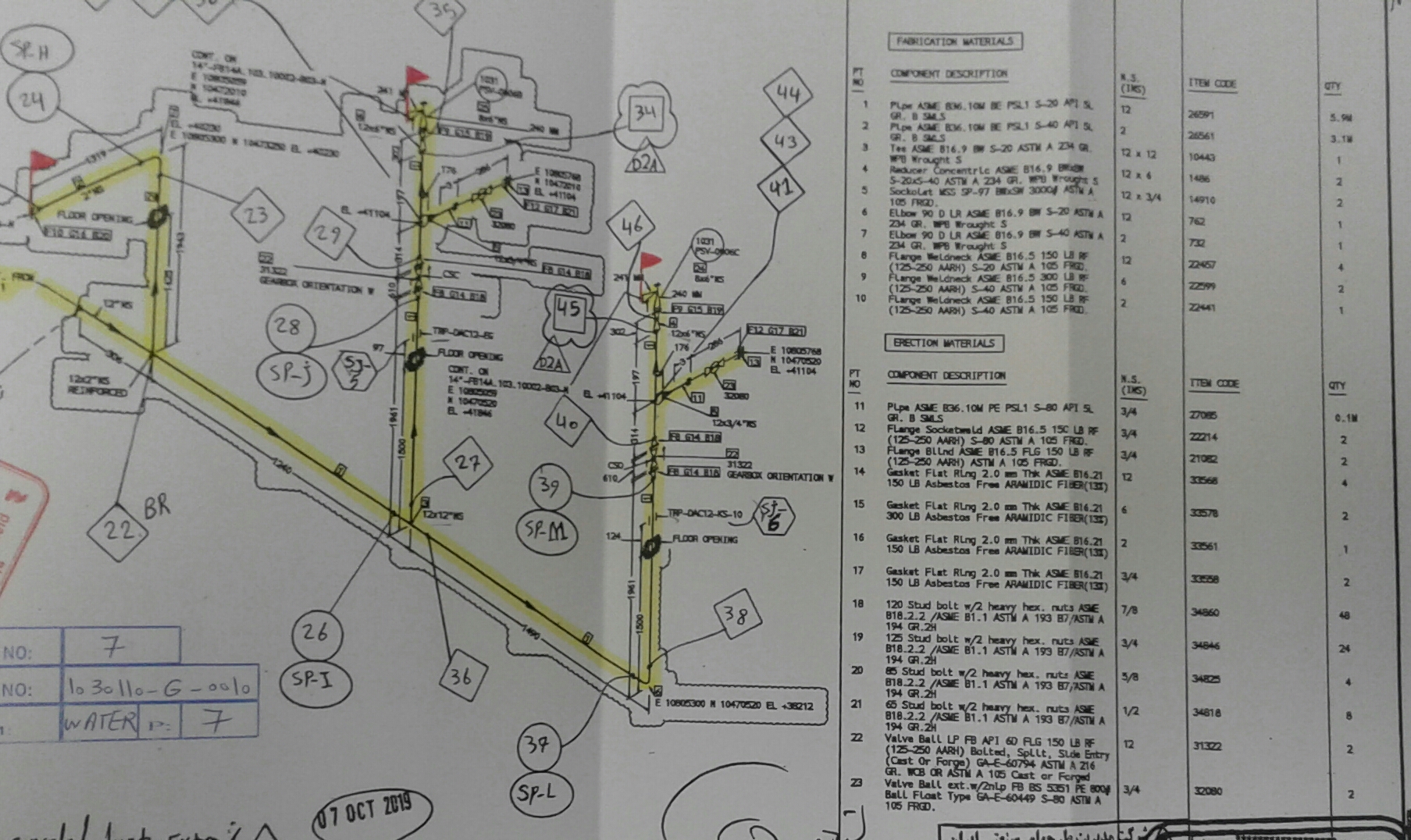
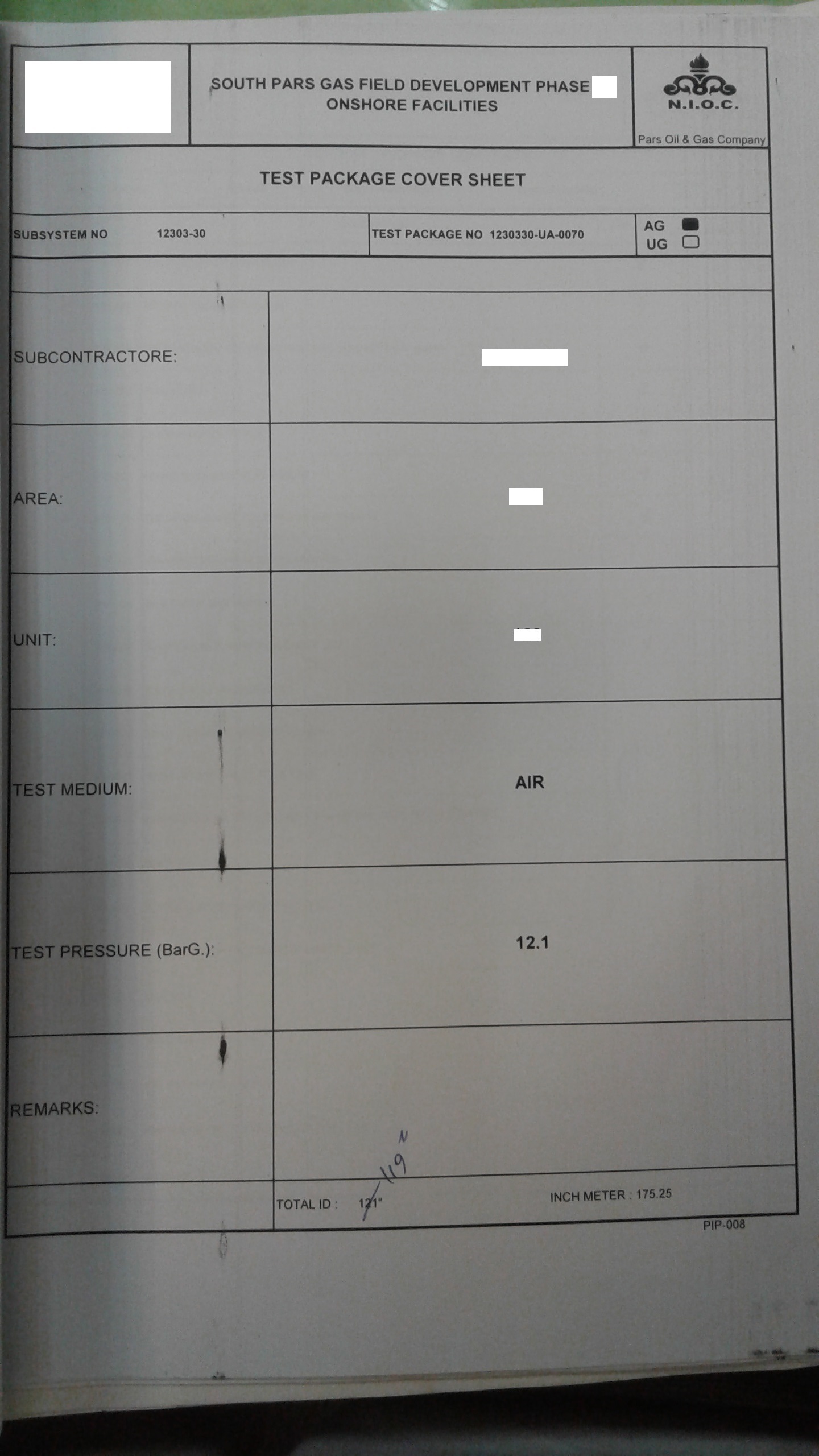
جائی که کلاس عوض شده پرچم زده شده و محدوده ی تست مشخص شده ( LOOP TEST ) B01/B03 متریال کربن استیل
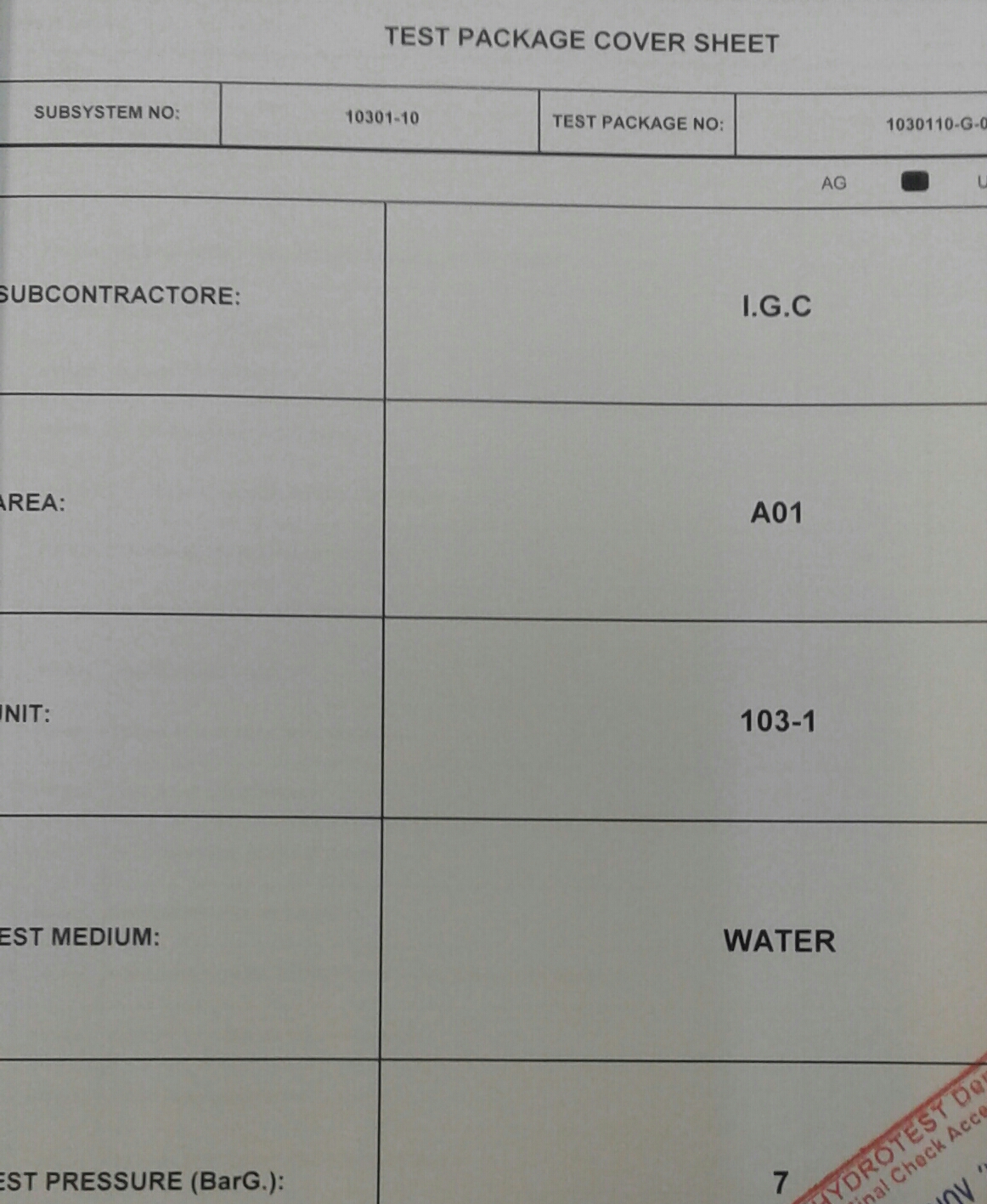
HYDROSTATIC LEAK TEST
فشار تست :
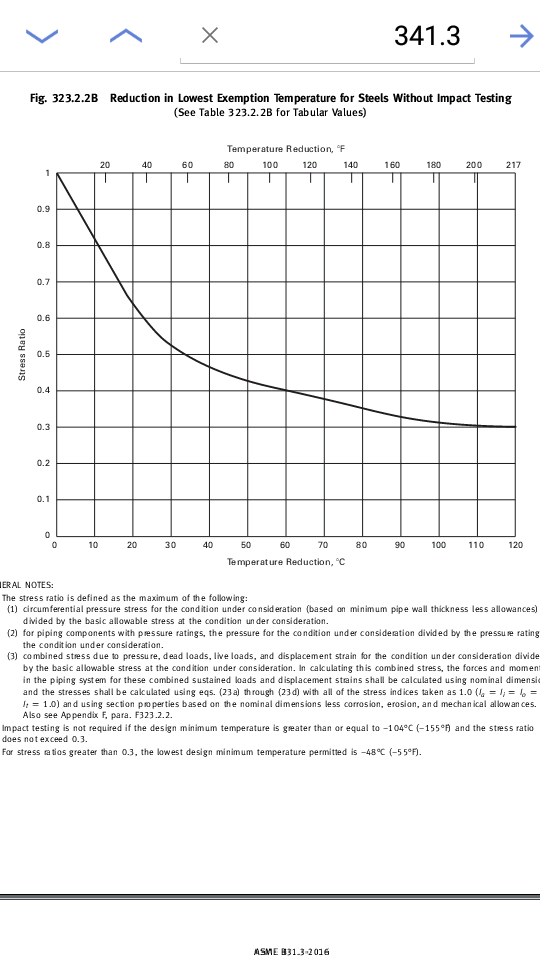
دمای تست نباید کمتر از ۴۰ درجه ی فارنهایت باشد بعلت Brittle Fraction
متریال و دمای تست آب بایستی تقریبا مساوی قبل از تحت فشار گذاشتن سیستم باشد.
نقاط بالایی سیستم در حال Filling یا پرشدن آب باید باز باشد تا اینکه هوا از آن خروج یابد .
محدوده گیج های فشار تقریبا باید دوبل باشد و از ۱.۵ برابر فشار تست کمتر نباشد .
minimum pressure=1.5 Pd×St/Sd
maximum St/Sd=6.5
St=دمای تست
Sd=دمای طراحی
Pd=فشار طراحی
درجایی که ماکزیمم فشار تست مشخص شده باشد از آن نباید تجاوز کند .
در جایی که ماکزیمم فشار مشخص نشده باشد از 110 درصد مینیمم نباید تجاوز کند .
زمانیکه اختلاف ارتفاع یا Elevation داشته باشیم مینیمم فشار تشت در High Point به روش زیر محاسبه میشود
SH (psi) = (HE - GE) x 0.433
PST = PT + SH
where: HE = high point elevation (ft) GE = gage point elevation (ft)
(SH = static head (psi
PST = minimum test gage pressure corrected for static head
0.433 =( conversion factor (ft of waster to psi